Литьё ПластмассПредлагаем ознакомиться с нашим оборудованием на котором мы производим литье пластмассовых изделий.....
| Разработка пресс-формПресс-форма - технологическая оснастка, предназначенная для формования деталей из материалов...
|


|
|
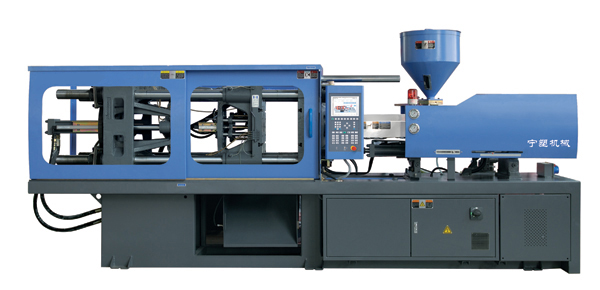
Вся продукция, выпускаемая на нашем предприятии, соответствует ГОСТу 27 358-87 "Пресс-формы для изготовления изделий из пластмасс". Литье под давлениемЛитье изделий из пластмассы под давлением - производственные процессы, во время которых термопластичный материал переводится в вязко-текучее состояние под действием температуры, а затем впрыскивается под давлением в пресс-форму, где происходит формование и охлаждение изделия. Оборудование на котором мы осуществляем литье под давлением. Термопластавтомат (ТПА) - это машина для литья (литьевая машина) разогретых пластических масс (термопластов), подаваемых под давлением, для создания различных изделий из полимерных материалов. ТПА подразделяются на горизонтальные и вертикальные термопластавтоматы. Литье под давлением – процесс, во время которого материал переводится в вязко-текучее состояние и затем впрыскивается под давлением в форму, где происходит оформление изделия. Методом литья под давлением производят штучные изделия массой от долей грамма до десятков килограммов. Этот способ является наиболее распространенным в переработке большинства промышленных термопластов. Кроме того, литьем под давлением производят изделия армированные, гибридные, полые, многоцветные, из вспенивающихся пластиков и др. Основным оборудованием процесса является термопласт-автомат, оснащенный пресс-формами. Отличительной особенностью метода является его цикличность, что ограничивает его производительность. К основным достоинствам литья под давлением относятся:
Недостатки метода:
Принципиально, суть технологии литья под давлением состоит в следующем (рис. 1). Расплав полимера подготавливается и накапливается в материальном цилиндре литьевой машины (в данном случае - червячного типа) к дальнейшей подаче в сомкнутую форму (позиция "а").
Выбор оптимальной температуры определяется способностью полимера к кристаллизации, скоростью кристаллизации, его теплофизическими свойствами, а также конструктивными особенностями формы, давлением литья и температурой поступающего в форму расплава. |
Требуется слесарь - инструментальщик по пресс-формам. Обязанности:
Заказ термопластавтоматов
Если Вы решили купить термопластавтомат, то вам стоит обратить при подборе машины на следующие параметры: усилие запирания формы, объем впрыска ТПА, расстояние ....
Информер цен полимеров | ||||||||||||||||


Вы можете сделать заказ через Интернет. Доставка транспортом нашей компании осуществляется в течение 1-7 дней, по городу Москва, области и регионы по согласованию с заказчиком.
Чтобы оформить заказ, позвоните по телефонам - +7 499 390 07 00, 8-800-505-81-60
+7 925 106 61 12
или напишите нам на электронную почту - viasi@bk.ru
Страница на https://www.facebook.com

|