Литьё ПластмассПредлагаем ознакомиться с нашим оборудованием на котором мы производим литье пластмассовых изделий.....
| Разработка пресс-формПресс-форма - технологическая оснастка, предназначенная для формования деталей из материалов...
|


|
|
Вся продукция, выпускаемая на нашем предприятии, соответствует ГОСТу 27 358-87 "Пресс-формы для изготовления изделий из пластмасс". Холодноканальные пресс-формыОсновная отличительная особенность производства с использованием оборудования такого вида, определена в самом названии – литье пластмасс под давлением осуществляется без обогрева литникового канала. Зачастую выбор именно холодноканальной системы (ХКС) обуславливается ее невысокой ценой, надежностью и простотой обслуживания. Эти факторы действительно рассматриваются прежде всего и наибольшая часть пластиковой продукции изготавливается в таких формах. В любой конструкции наряду с достоинствами всегда найдутся недостатки и данный случай не является исключением. Чтобы лучше понять суть и влияние отрицательных факторов, необходимо рассмотреть подробнее все технические и технологические аспекты. Устройство и работа пресс-формыХолодноканальная пресс-форма представлена несколькими основными конструктивными частями. 1. Набор плит: крепежные; 2. Матрицы и пуансоны Матрица изготавливается из стали или прочных сплавов. Она является неподвижным элементом, а пуансон – двигающимся. Совершая возвратно-поступательные движения, последний размыкает и смыкает форму. Оба формирующих элемента могут быть выполнены в различных вариантах, определяемых конструкцией самой оснастки и изделия. От того, насколько правильным будет взаимное расположение матрицы и пуансона, зависит точность выполнения изделия по геометрическим параметрам. 3. Система холодных литников Подготовленные пластмассы поступают из материального цилиндра в формирующую полость с помощью литниковой системы, в состав которой включены центральный и впускные литники, а также разводящие каналы. 4. Выталкиватели готовых изделий Кроме самих толкателей, в систему входят также детали, выполняющие сброс изделия и возврат механизма в исходное положение. В формах холодноканального типа, выталкивающие действия чаще всего производят цилиндры, но толкатели могут быть также в виде стержней, трубок, плоских прямоугольников. 5. Система охлаждения и вентиляции Эти две системы оказывают существенное влияние на охлаждение изделий. Правильно подобранный режим этой технологической стадии, в конечном итоге определяет продолжительность цикла в целом и сказывается на качестве готовой продукции. Когда остывание отливки происходит слишком быстро, то в пластмассе возникает внутреннее напряжение. Если в дальнейшем изделие будет использоваться при высоких температурах, то произойдет его коробление вследствие вторичной усадки. 6. Система направляющих элементов Самая распространенная из таких систем в холодноканальных формах – конструктивная связка «колонка – втулка», но в качестве направляющих могут выступать и другие элементы. Варианты конструкцийЛитьевые холодноканальные пресс-формы могут быть в базовом 2-х плитном исполнении и с тремя плитами. Форма с двумя плитами Самая распространенная и простая модель, в которой и система литников, и готовое изделие охлаждаются и извлекаются после каждого цикла. Как следствие – в форме практически не остается полимерного материала и есть возможность приспособиться к изменениям в его окраске. Для открытия литьевой плоскости имеется только одна линия разъема, находящаяся между матрицей и пуансоном. Форма с тремя плитами Если производится литье пластмасс в такой форме по одногнездному варианту, то расположение матрицы – чаще всего центрально осевое. Расплав полимера в этом случае доставляется непосредственно в центр формующей полости. В случае многогнездной модели – полимерная масса поступает в литниковую систему с помощью центрального литника, а затем равномерно распределяется по полости для формовки. Особенности и недостатки оборудованияСама форма ХКС отличается надежностью, технология работы с ней предельно проста, но существует ряд характерных особенностей.
Такая бесполезность литника после каждого цикла, относится к серьезным недостаткам оснастки. Здесь явно имеет место нерациональный расход материалов, что в свою очередь отражается на рентабельности процесса.
Превышение массовой доли литника отрицательно сказывается на продолжительности рабочего цикла. Кроме этого, возникает необходимость использования термопластавтомата с более высоким номинальным впрыскиванием полимера за один цикл. Все это в конечном итоге ухудшает экономические показатели процесса и, как следствие – отражается на стоимости продукции.
Равномерность заполнения всех гнезд в пресс-форме играет здесь основополагающую роль в уровне качества изделий. Очень важно правильно смоделировать и заложить параметры оптимального материального потока в разводящих литниках. Требования, предъявляемые к состоянию оснастки для литья под давлением на термопластавтоматах, достаточно высокие и они четко соблюдаются. К основным технологическим элементам формы, так или иначе контактирующим с полимером, относятся матрицы, пуансоны и выталкиватели. Поэтому они имеют строго определенную степень шероховатости и хромированное покрытие для правильного сцепления с отформованными отливками и обеспечения их чистоты. Все конструктивные детали должны быть тщательно подогнаны друг к другу и какие-либо зазоры, не предусмотренные проектом, не допускаются.
|
Требуется слесарь - инструментальщик по пресс-формам. Обязанности:
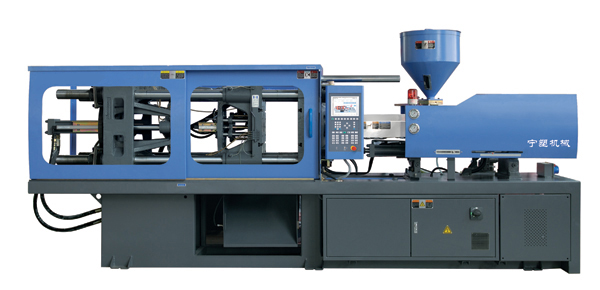
Заказ термопластавтоматов
Если Вы решили купить термопластавтомат, то вам стоит обратить при подборе машины на следующие параметры: усилие запирания формы, объем впрыска ТПА, расстояние ....
Информер цен полимеров | ||||||||||||||

Вы можете сделать заказ через Интернет. Доставка транспортом нашей компании осуществляется в течение 1-7 дней, по городу Москва, области и регионы по согласованию с заказчиком.
Чтобы оформить заказ, позвоните по телефонам - +7 499 390 07 00, 8-800-505-81-60
+7 925 106 61 12
или напишите нам на электронную почту - viasi@bk.ru
Страница на https://www.facebook.com

|